Tips for successful welding
Who with a Lampert fine welding machine, can use a few basic rules to improve the quality of their welding results significantly improve. This page summarizes the most important tips in compact form – from the regularly sharpened electrode to the correct setting of energy and pulse pulse time through to common sources of error and how these can be avoided.
Grind electrode
Always work with a well-ground electrode! This is the only way to achieve optimum results.
The Lampert electrode grinding motor is best suited for this purpose:
To grind the electrode tips, the electrodes should be held at an angle of 15° to the rotating diamond disk and turned between the fingers (on earlier models). The current model already has guide holes at the correct angle with diameters of 0.6, 0.8, 1.0 and 1.3 mm.

Contact workpiece - welding machine
Good electrical contacting is very important in welding technology. This means that, firstly, the connections must be as flat as possible and, secondly, the contacting tool must be made of a material with the highest possible electrical conductivity.
Perfect electrical contact between the workpiece and the contact terminal must always be ensured, i.e. the workpiece must be connected to the terminal of the connecting cable at a bare metal point or via a contacting tool.

Welding with low contact pressure
Do not exert any pressure on the electrode, instead only touch the workpiece very lightly with the tip of the electrode. This light contact must be maintained until welding is complete.

Stable position
Never weld freehand, i.e. always place both hands on a support (work table).
Z. Restoration work, for example, can take several hours. Large workpieces in particular also require a good range of movement. In exceptional cases, the handpiece can therefore also be guided directly by hand.

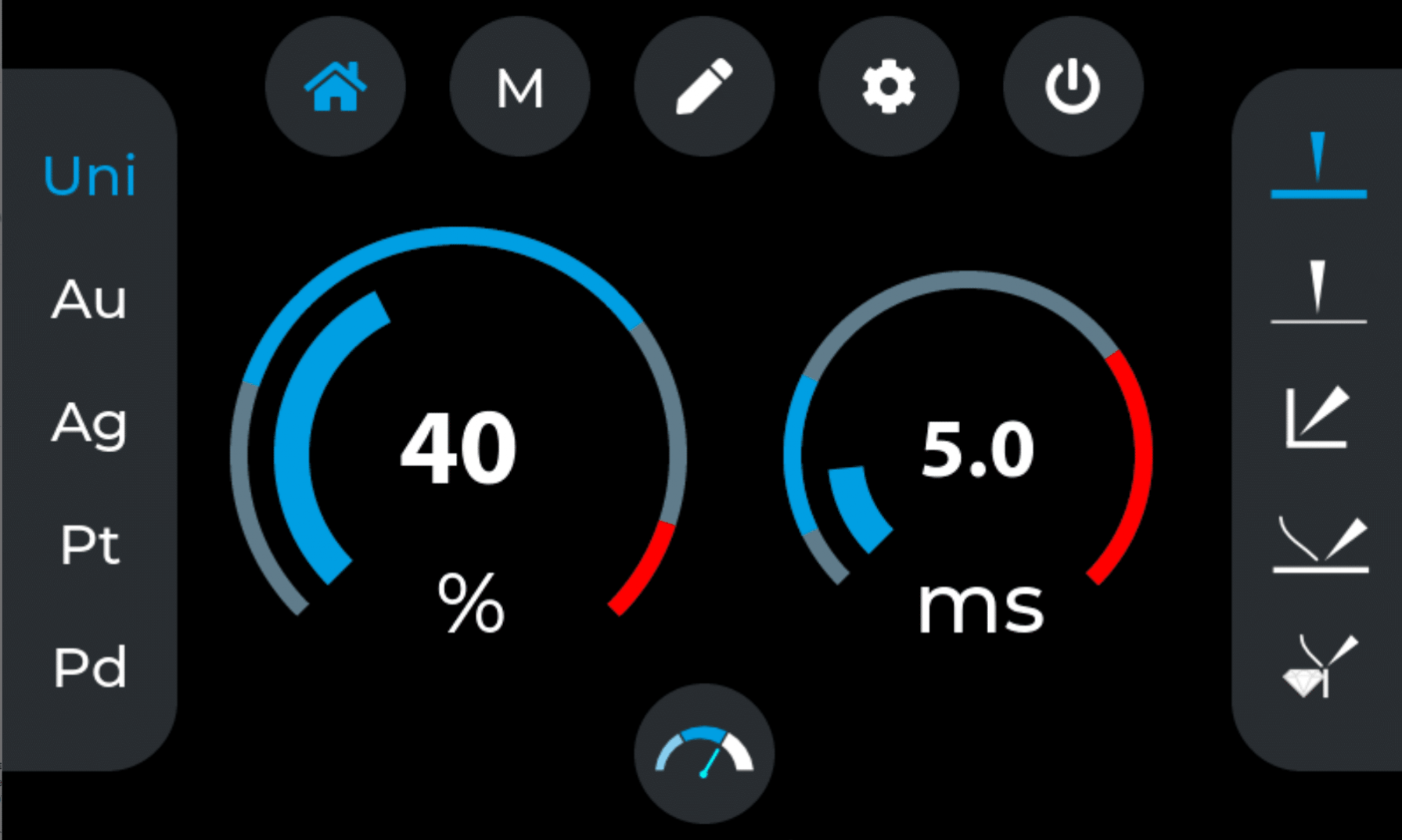
Power and pulse duration
If in doubt, please start with rather low values for power and pulse duration and increase your energy settings step by step. Increasing the pulse duration generally has a greater effect on the energy emitted than increasing the power. In the case of materials with increased thermal conductivity, such as copper, several welding points close together can be helpful to bring the material up to temperature.
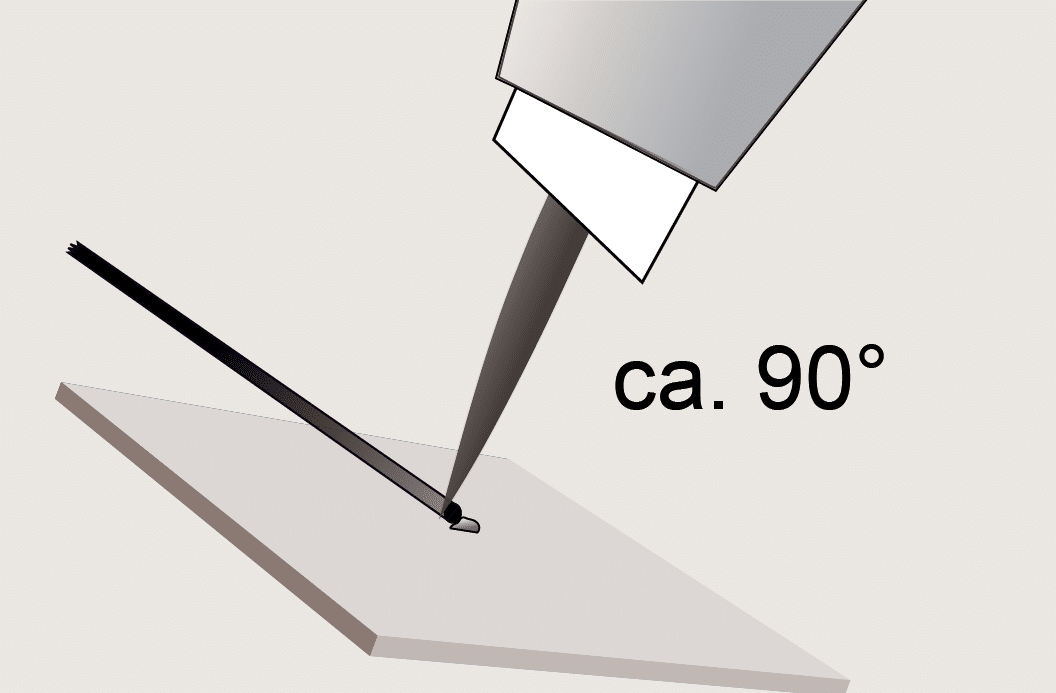
Electrode tip
It is also crucial how far the electrode tip protrudes from the handpiece nozzle.
The shorter the electrode is clamped, the better the protection provided by the argon. In general, the electrode should not protrude more than 4 to 6 mm from the nozzle.
The angle at which the workpiece touches the electrode tip significantly influences the flow direction of the welding spot, as the material tends to follow the arc.
For welding tasks in low-lying or hard-to-reach areas, the electrode can be clamped so that it protrudes slightly longer from the nozzle. In this case, the gas flow can be slightly increased.
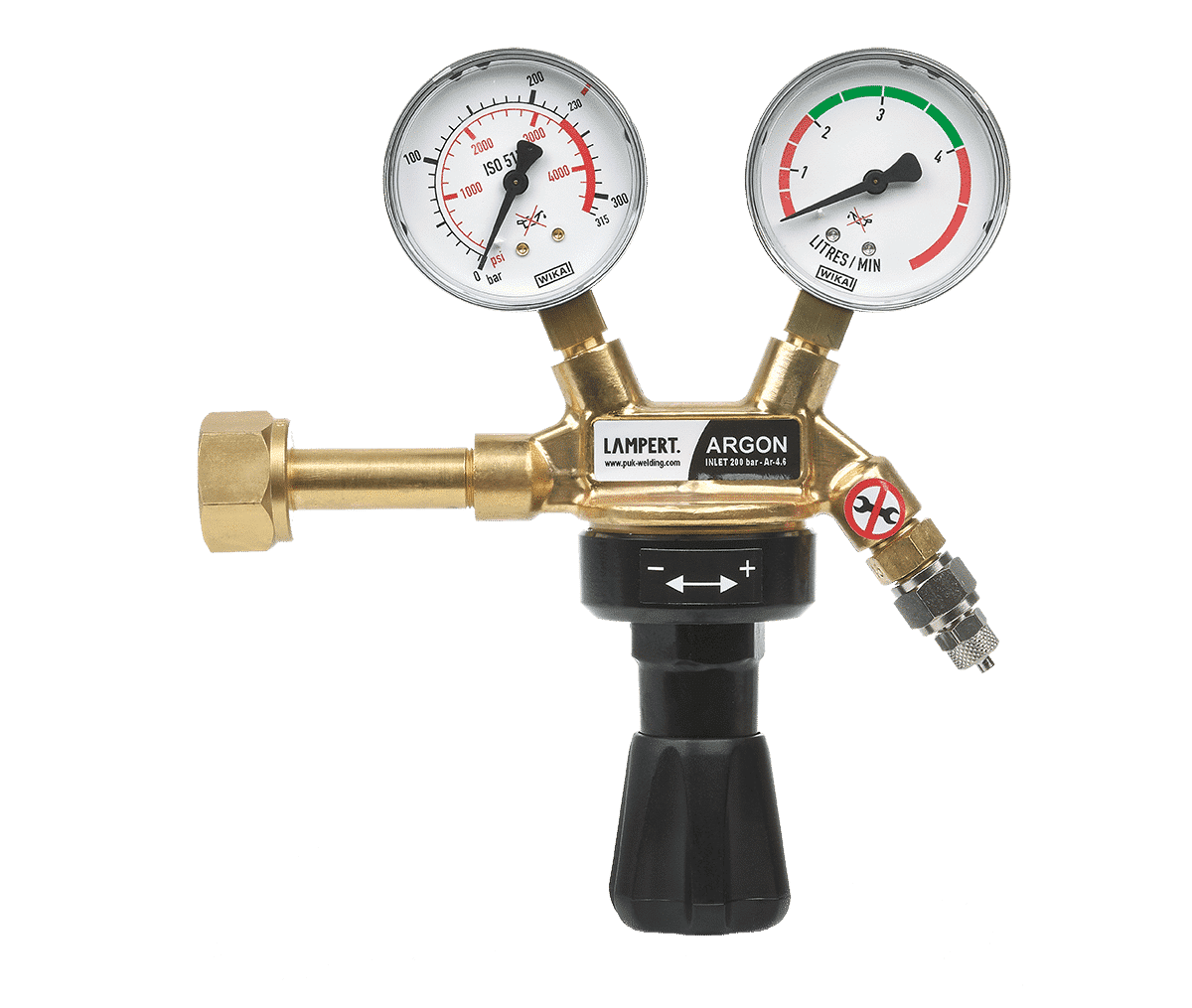
Set the gas flow rate and electrode length correctly
Always weld with the gas flow rate of approx. 2 l/min recommended by us. Furthermore, the electrode should not protrude longer than necessary from the handpiece nozzle – ideally approx. 4 – 6 mm – or be adjusted using the gauge in the handpiece holder arm of a Lampert welding microscope.