Tipps zum erfolgreichen Schweißen
Wer mit einem Lampert Feinschweißgerät arbeitet, kann mit ein paar grundlegenden Regeln die Qualität seiner Schweißergebnisse deutlich verbessern. Diese Seite fasst die wichtigsten Tipps kompakt zusammen – von der regelmäßig angeschliffenen Elektrode über die richtige Einstellung von Energie und Pulszeit bis hin zu häufigen Fehlerquellen und wie sich diese vermeiden lassen.
Elektrode schleifen
Arbeiten Sie immer mit einer gut angeschliffenen Elektrode! Nur so sind optimale Ergebnisse zu erzielen.
Hierfür eignet sich am Besten der Elektroden Schleifmotor vom Lampert:
Um die Elektrodenspitzen anzuschleifen, sollten die Elektroden in einem Winkel von 15° an die rotierende Diamantscheibe gehalten und zwischen den Fingern gedreht werden (bei früheren Modellen). Beim aktuellen Modell gibt es bereits Führungsbohrungen im richtigen Winkel mit Durchmessern von 0,6, 0,8, 1,0 und 1,3 mm.

Kontakt Werkstück – Schweißgerät
In der Schweißtechnik ist eine gute elektrische Kontaktierung sehr wichtig. Somit müssen zum Einen die Verbindungen möglichst flächig sein und zum Anderen das Kontaktierungswerkzeug aus einem Material mit einer möglichst hohen elektrischen Leitfähigkeit bestehen.
Es muss immer ein einwandfreier elektrischer Kontakt des Werkstücks zur Kontaktklemme gewährleistet sein, d. h. das Werkstück muss an einem metallisch blanken Punkt mit der Klemme des Verbindungskabels oder über ein Kontaktierungswerkzeug verbunden werden.

Mit geringem Anpressdruck schweißen
Üben Sie keinen Druck auf die Elektrode aus, kontaktieren Sie stattdessen das Werkstück nur ganz leicht mit der Eledktrodenspitze. Diese leichte Berührung muss beibehalten werden, bis die Schweißung erfolgt ist.

Stabile Position
Schweißen Sie nie freihändig, d. h. legen Sie immer beide Hände auf eine Unterlage (Werktisch) auf.
Z. B. Restaurierungsarbeiten können mehrere Stunden in Anspruch nehmen. Speziell große Werkstücke erfordern zudem einen guten Bewegungsradius. In Ausnahmefällen kann das Handstück daher auch direkt mit der Hand geführt werden.

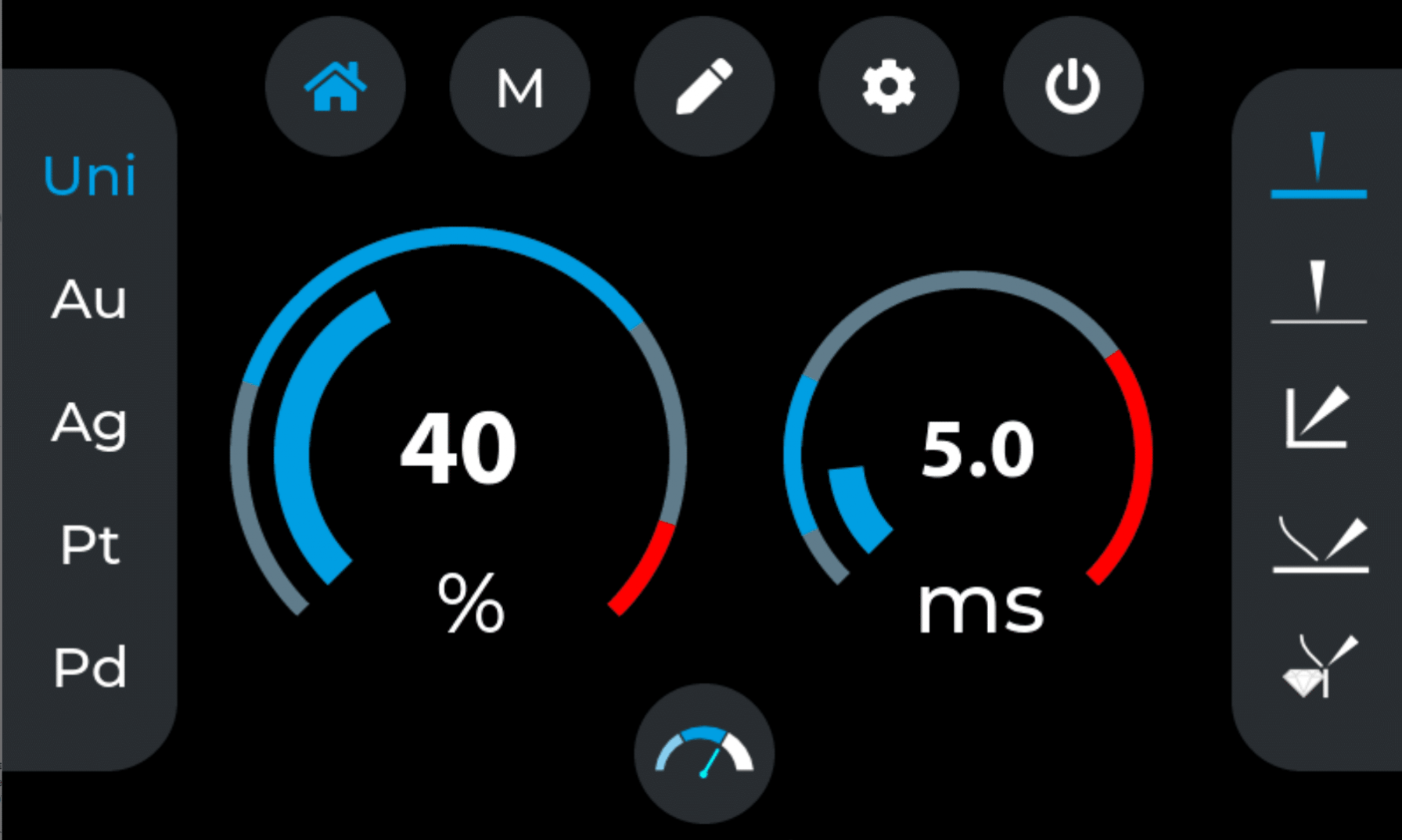
Leistung und Impulsdauer
Im Zweifelsfall beginnen Sie bitte mit eher niedrigen Werten für Leistung und Impulsdauer und erhöhen Sie Ihre Energieeinstellungen Schritt für Schritt. Eine Erhöhung der Impulsdauer hat in der Regel einen größeren Einfluss auf die abgegebene Energie als eine Erhöhung der Leistung. Bei Werkstoffen mit erhöhter Wärmeleitfähigkeit, wie z. B. Kupfer, können mehrere Schweißpunkte dicht beieinander hilfreich sein, um das Material auf Temperatur zu bringen.
Elektrodenspitze
Ebenso ist entscheidend, wie weit die Elektrodenspitze aus der Handstückdüse herausschaut.
Je kürzer die Elektrode gespannt ist, desto besser ist der Schutz durch das Argon. Generell sollte die Elektrode nicht weiter als 4 bis 6 mm aus der Düse herausstehen.
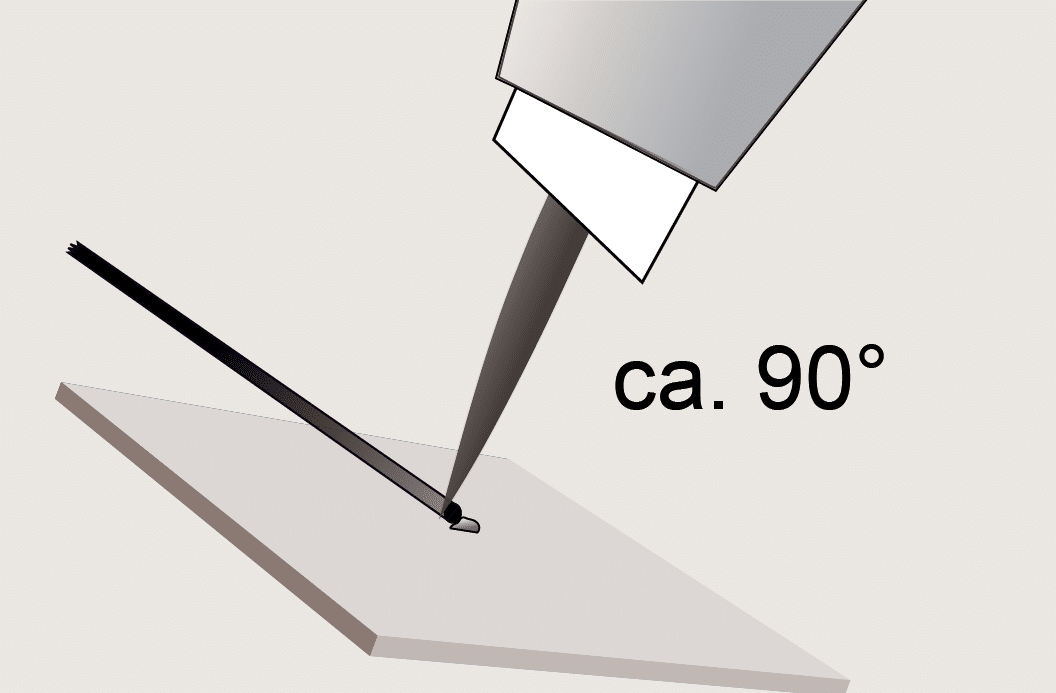
Der Winkel, in dem das Werkstück die Elektrodenspitze berührt, beeinflusst maßgeblich die Fließrichtung des Schweißpunkts, da das Material dazu neigt, dem Lichtbogen zu folgen.
Für Schweißaufgaben an tief liegenden oder schwer zugänglichen Stellen kann die Elektrode so geklemmt werden, dass sie etwas länger aus der Düse herausragt. Der Gasdurchfluss kann in diesem Fall leicht erhöht werden.
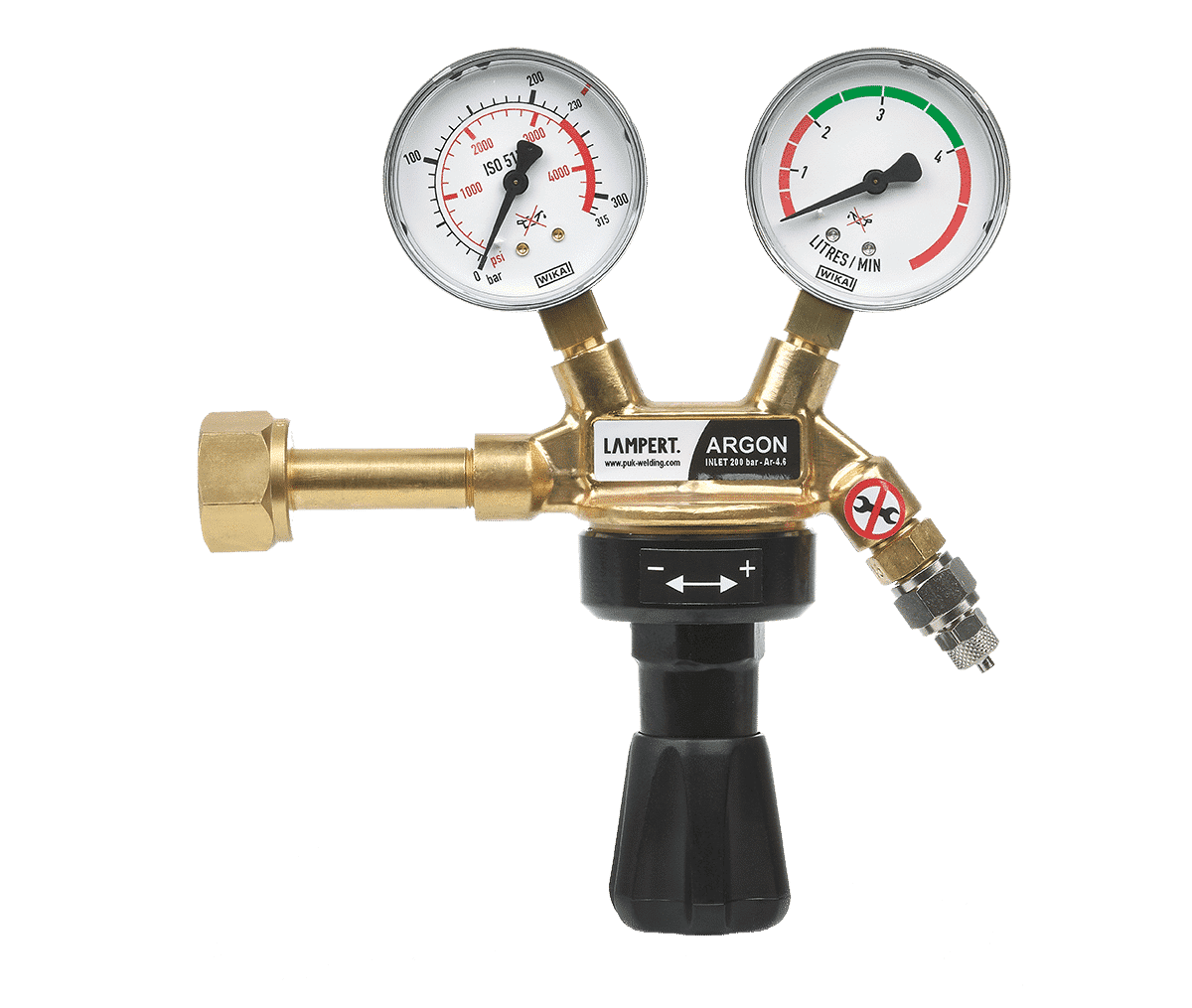
Gas-Durchfluss und Elektrodenlänge korrekt einstellen
Schweißen Sie stets mit dem von uns empfohlenen Gasdurchfluss von ca. 2 l/min. Des Weiteren sollte die Elektrode nicht länger als nötig aus der Handstückdüse herausragen – das sind idealerweise ca. 4 – 6 mm – oder mit der Lehre im Handstückhaltearm eines Lampert-Schweißmikroskops justiert werden.