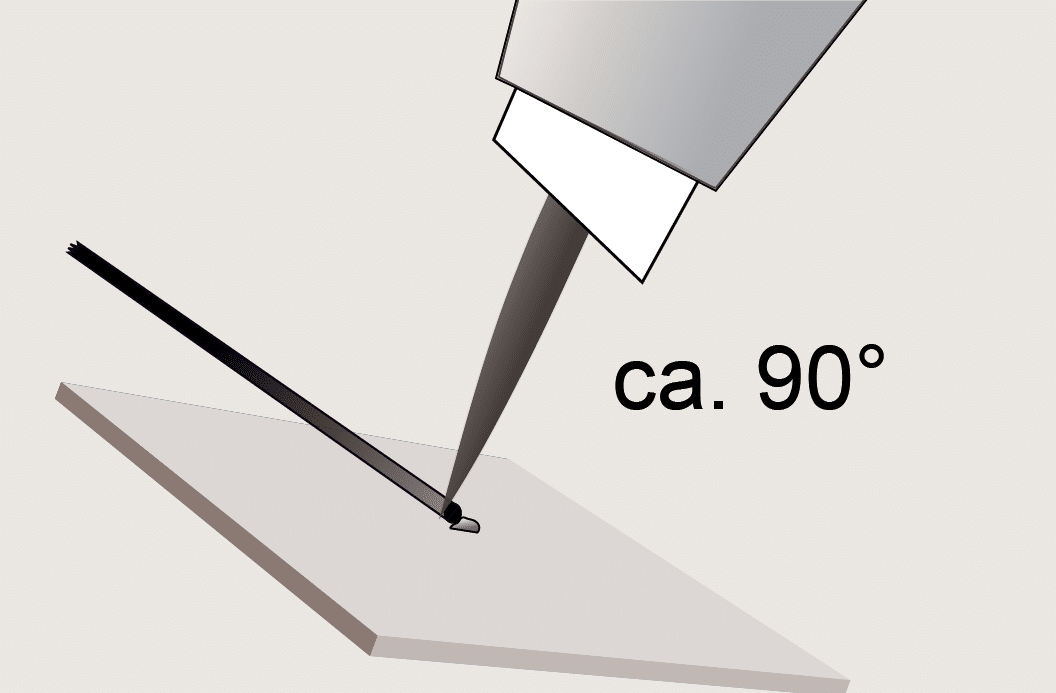

As silver is pushed rather than pulled by the arc, the electrode should be placed at an approx. 90° angle next to the wire or slightly overlapping during the welding process.
The welding wire (Ø 0.20 – 0.40 mm) is now welded to the surface drop by drop.
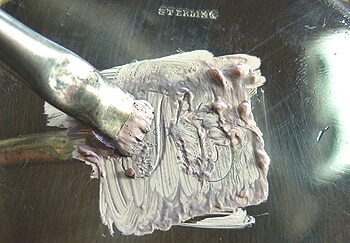
For this work, the parameters for silver, geometry application of welding wire ,
3 – 5 ms pulse duration and a welding power of 22 – 55 % should be used.